I controlli su saldature e su elementi metallici rientrano tra le prove in sito, che Tecnoprove Roma supporta in tutte le fasi di progettazione e realizzazione. Infatti, sono diverse le tipologie di controlli e saldature su elementi metallici che l’azienda realizza: Controllo delle saldature con liquidi penetranti (PT), controllo delle saldature con metodo visivo (VT), controllo delle saldature con particelle magnetiche (MT), controllo delle saldature con Ultrasuoni (UT), prove con micro durometro Vickers, misure spessimetriche con ultrasuoni, misure spessimetriche del rivestimento e l’analisi chimica con spettrometro. Tali controlli su saldature e su elementi metallici, sono delle prove che non danneggiano e non modificano le strutture che vengono sottoposte a verifica.
Controlli su saldature e su elementi metallici
Elenco prove
- Prova di durezza leeb su acciaio
- Controllo delle saldature con metodo visivo vt
- Controllo delle saldature con liquidi penetranti pt
- Controllo delle saldature con particelle magnetiche mt
- Controllo delle saldature con ultrasuoni ut
- Misure spessimetriche con ultrasuoni e misure spessimetriche del rivestimento
PROVA DI DUREZZA LEEB SU ACCIAIO
Tale prova permette la determinazione in sito della durezza su superfici metalliche tramite misurazione della velocità di un corpo di battuta. Il rapporto tra velocità di impatto e velocità di rimbalzo è la misura della
durezza dinamica Leeb del provino. Tramite il durometro Leeb è possibile infatti convertire i valori rilevati in durezza Brinell, Vickers o Rockwell.
La prova di durezza permette di stimare la resistenza a trazione eventualmente correlando i valori con prove a trazione.
La superficie da sottoporre a prova deve essere libera da incrostazioni e sporcizia ma anche da vernice e zincatura in modo da avere una superficie lucida.
UNI EN ISO 16859-1 Materiali Metallici – prova di durezza Leeb – parte 1: metodo di prova
UNI EN ISO 18265, Materiali Metallici – conversioni dei valori di durezza


CONTROLLO DELLE SALDATURE CON METODO VISIVO VT
L’esame visivo delle saldature permette di rilevare le caratteristiche dimensionali, i difetti e le imperfezioni superficiali di giunti saldati quali mancanza di penetrazione, cricche, soffiature affioranti, corrosione, alterazione di colore, riduzione di spessore e variazioni dimensionali, irregolarità della finitura superficiale misurabili e valutabili con l’utilizzo della normativa UNI EN ISO 5817. Per determinare la qualità del giunto al 100% è necessario abbinare il controllo visivo a un’altra metodologia.
Tale tipo di controllo viene effettuato anche prima della saldatura per valutare l’idoneità dei lembi da saldare e subito dopo la saldatura per confermare l’assenza di difetti superficiali.
D.M. 17 gennaio 2018, Aggiornamento delle “Norme tecniche per le costruzioni” paragrafo 11.3.4.5, saldature,
UNI EN ISO 5817 Saldatura –giunti saldati per fusione di acciaio, nichel, titanio e loro leghe (esclusa la saldatura a fascio di energia) – livelli di qualità delle imperfezioni.
UNI EN ISO 17637 , Controllo non distruttivo delle saldature – esame visivo dei giunti saldati per fusione.
CONTROLLO DELLE SALDATURE CON LIQUIDI PENETRANTI PT
Il controllo delle saldature con liquidi penetranti permette di rilevare i difetti superficiali e subsuperficiali di giunti saldati quali mancanza di penetrazione, cricche, soffiature affioranti, inoltre permette di individuare le zone termicamente alterate. Tali problematiche vengono localizzate ed evidenziate sull’elemento grazie alla differenza colorimetrica della macchia scura su fondo chiaro nel caso del metodo a contrasto di colore, del colore fluo su sfondo scuro nel caso di liquido fluorescente. Il tutto grazie al liquido che riesce a penetrare per capillarità nei difetti. Ciò però comporta che i difetti rilevabili sono quelli comunicanti con la superficie. Tale tipo di controllo può essere applicato a qualsiasi tipo di materiale (acciaio al carbonio, inox, ghisa, alluminio, ecc.)
D.M. 17 gennaio 2018, Aggiornamento delle “Norme tecniche per le costruzioni” paragrafo 11.3.4.5, saldature,
UNI EN ISO 3452-1 Prove non distruttive – esame con liquidi penetranti – parte 1: principi generali
UNI EN ISO 23277 , Controllo non distruttivo delle saldature – controllo mediante liquidi penetranti – livelli di accettabilità.


CONTROLLO DELLE SALDATURE CON PARTICELLE MAGNETICHE MT
Il controllo delle saldature con le particelle magnetiche permette di rilevare i difetti superficiali e subsuperficiali di saldature ferromagnetiche quali mancanza di penetrazione, cricche, soffiature affioranti, inoltre permette di individuare le zone termicamente alterate. La superficie oggetto di prova viene magnetizzata e vengono utilizzate particelle ferromagnetiche come mezzo rilevatore. Tale metodo si può applicare solo ai materiali ferromagnetici e non è applicabile pertanto per acciai inossidabili austenitici.
D.M. 17 gennaio 2018, Aggiornamento delle “Norme tecniche per le costruzioni” paragrafo 11.3.4.5, saldature,
UNI EN ISO 17638 Controllo non distruttivo delle saldature – controllo con particelle magnetiche;
UNI EN ISO 23278, Controllo non distruttivo delle saldature – controllo con particelle magnetiche – livelli di accettabilità.
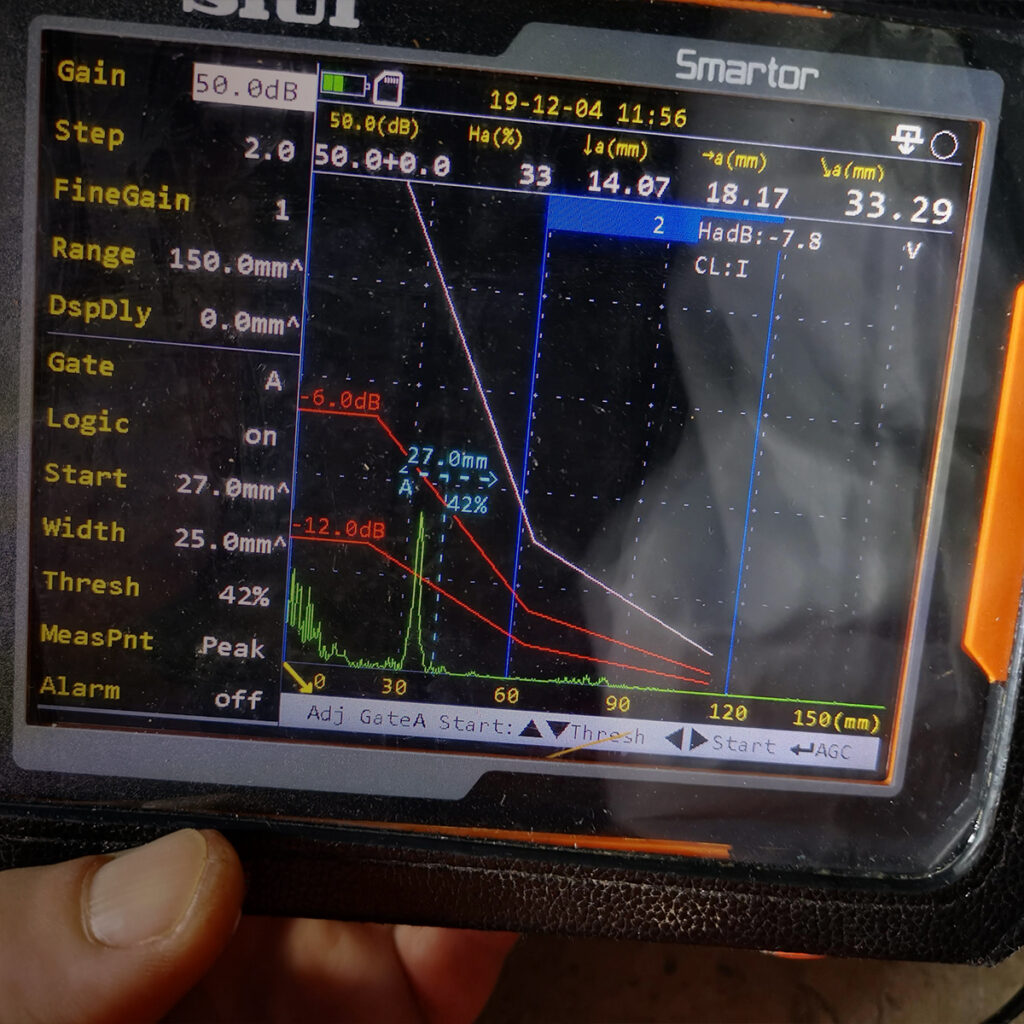
CONTROLLO DELLE SALDATURE CON ULTRASUONI UT
Tale tipo di controllo permette di individuare difetti presenti in giunti saldati con spessore ≥ 8mm per acciai al carbonio, inossidabile e leghe al nichel. Vengono evidenziati sia i difetti superficiali che quelli interni anche se molto piccoli e le loro dimensioni attraversi onde sonore ad alta frequenza indotte nel materiale che, una vola incontrato l’ostacolo verranno riflesse, assorbite, deviate o diffratte.
D.M. 17 gennaio 2018, Aggiornamento delle “Norme tecniche per le costruzioni” paragrafo 11.3.4.5, saldature,
UNI EN ISO 17640 Controllo non distruttivo delle saldature – controllo mediante ultrasuoni – tecniche, livelli di prova e di valutazione;
UNI EN ISO 10308, Controllo non distruttivo delle saldature – controllo con ultrasuoni delle barre di acciaio

MISURE SPESSIMETRICHE CON ULTRASUONI E MISURE SPESSIMETRICHE DEL RIVESTIMENTO
Tale tipo di attività permette di determinare gli spessori di elementi metallici operando su una sola superficie.
Lo spessore di una parte o struttura viene determinato misurando accuratamente il tempo richiesto ad un impulso ultrasonico generato da un trasduttore per passare una o più volte attraverso lo spessore del materiale.
Il valore dello spessore rilevato viene visualizzato sul display dell’attrezzatura.
Nel caso in cui la misura venga effettuata in presenza di uno spessore di rivestimento è necessario verificare la perfetta adesione del rivestimento al materiale di base.
D.M. 17 gennaio 2018, Aggiornamento delle “Norme tecniche per le costruzioni”
UNI EN ISO 16809 Prove non distruttive – Misurazione dello spessore mediante ultrasuoni